

What is the APT programming language ? Where is it used in CNC programming ?
APT programming language is a language for defining tool paths on CNC machines. APT is an acronym for Automatically Programmed Tool. It was the predecessor to today’s CAM software, created in the late 1950s to define complex tool paths in the aerospace industry in the US. It was developed in MIT labs, the same place where the first NC machine was invented.
APT was created before graphical user interfaces were available, and so it is based on text to specify the geometry and toolpaths needed to machine a part. It has English-like commands: GOLFT for Go Left, TANTO for Tangent to, etc.
You first write a program in APT, software converts it into a series of tool coordinates called Cutter Location Data (CLD). Another piece of software, a translator called a Postprocessor, then converts the CLD into an NC program (the G and M code program) that is understood by the machine. You feed the NC program into the machine and cut the part.
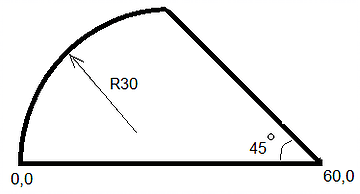
$$ PART SHAPE DEFINITION
STRT = POINT/ -50,-20,100
P1 = POINT/0, 0, 0 P2 = POINT/60, 0, 0
P2 = POINT/30, 10, 0
L1 = LINE/P1,P2
L2 = LINE/P2,ATANGL,135
C1 = CIRCLE/CENTER, P2, RADIUS, 60
PL1 = PLANE/P1, P2, P3 PL2 = PLANE/PARLEL, PL1, ZSMALL, 5
PL3 = PLANE/PARLEL, PL1, ZLARGE, 5
$$ MOTION COMMANDS
SPINDL / 3000, CW
FEDRAT / 100, 0
COOLNT/ON
FROM /STRT
RAPID, GOTO/ L1, TO, PL3, PAST, C1
GOTO/ PL2
TLRGT, GOFWD / L1, PAST, L2
GOLFT / L2, PAST, C1
GOFWD / C1, PAST, L1
GOTO/PL3
COOLNT/OFF
GOTO / STRT
FINI
Here’s more on the APT language.
Action point
APT is obsolete, not used any more. Programming today is done manually (if the part is simple) or using CAM software with a graphical user interface. Unfortunately, a lot of educational institutions around the world still think APT is state of the art, and waste time teaching it. If you teach CNC machining somewhere and have any say at all in forming the curriculum, please remove this topic from the curriculum and replace it with something useful, like tooling, work holding, cutting parameters selection, etc.
Text and pics. source: Cadem NCyclopedia multimedia CNC training software.


