

CNC: Cost per cutting edge – why it is lower for a negative insert
A negative insert, like the VNMG insert in the picture, has a zero relief angle. Both faces of the insert are therefore the same, and you get cutting edges on both.
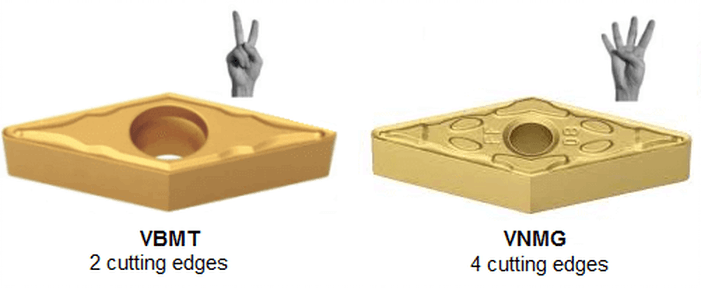
Positive inserts, like the VBMT insert in the picture, have a non-zero relief angle. Only one face of the insert has cutting edges. The bottom face is unusable for cutting, and is only used for resting on the tool holder’s pocket. The example here is for the V (35 degree) insert, but this logic applies to any shape – D, R, S, T, etc.
The cost of a positive and negative insert is almost the same, but if you get twice the number of cutting edges you are halving the cost per cutting edge. So use a negative insert whenever possible. Read this post for a detailed explanation on the difference between positive and negative inserts, and their applications (the ‘whenever possible’).
Simple rule
The second alphabet of an insert’s name (e.g., B in VBMT) is the relief angle. N means 0 degrees, a negative insert. Any other alphabet means a non-zero angle, a positive insert (E.g., B is 5 degrees, C is 7, P is 11).
If the second alphabet in the insert name is N, you’ll typically get twice the number of cutting edges. If it is any alphabet other than N, you get cutting edges only on one face. E.g., VBMT160408 has 2 edges, VNMG160408 has 4 edges.
Text and pics. source: CADEM NCyclopedia multimedia CNC training software.


