

CNC Turning – insert nose radius and its effect on radial cutting force
When turning, the axial component of the cutting force is pushing the part against the work holding device, which is a solid barrier. The radial component is pushing the part against air, which is not a barrier. You need to reduce the radial component of the cutting force if you want to:
1. Reduce part bending in long parts (with a high length to dia. ratio)
2. Reduce distortion in thin walled parts.
Your selection of insert nose radius affects the force.

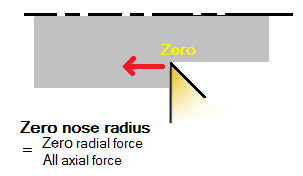
Radial cutting force increases as the tool nose radius increases. As the picture shows, with a tool approach angle of 90 degree and a zero nose radius (which is not possible in practice – it may be 0.1 mm, 0.05 mm or lower, but never zero), at the extreme, there will be no radial force at all, and all the force will be axial.
Action point
Nose radius selection does not merely depend on the radii that you want on the part. It decides whether you’ll get a part within tolerance. Decide it very carefully.
To turn a part with poor work holding, high L/D ratio or thin wall where you want to reduce bending or crushing, reduce the radial force by using a small nose radius.
To turn a part where work holding is good and there is no bending or crushing issue, use a large nose radius.
Remember, a small nose radius will also force you to use a lower feed rate for the same surface finish (see this post), and increase your cycle time. So do not use a small nose radius unnecessarily just to be on the safe side.


