

Cutting speed vs Feed rate – difference in CNC milling
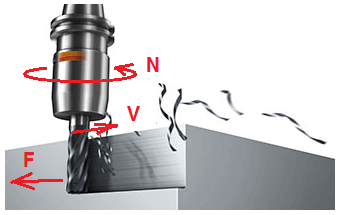
There is often confusion about cutting speed vs feed rate in milling. Here is a brief explanation. The cutting speed is the relative linear speed at which the tool moves against the part.
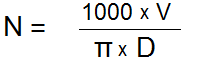
Just like we prefer to drive a car at a certain speed to get the best fuel efficiency and minimize tyre wear, in CNC milling we cut at a certain cutting speed to minimize tool wear and optimize cycle time. The tool manufacturer’s catalog recommends the cutting speed based on the tool material, workpiece material and operation. In the CNC program we however write the RPM. This equation calculates the RPM N from the cutting speed V in meters per minute (m/min)and the tool diameter D (the 1000 in the numerator meters to mm).
The Feed rate (F in the picture) is the linear speed of the tool as it travels along the part contour. A cutting tool is designed to cut a certain amount of material in each revolution, and the insert’s chip breaker geometry is designed to break chips within a particular range of chip thickness. The chip thickness directly depends on the feed rate in mm/rev. The feed rate is therefore specified in cutting tool catalogs in mm/tooth/rev (mm per tooth per revolution). It is converted to mm/min for the CNC program (note that in turning it is programmed as mm/rev).


